¶ Découvrir LaserGRBL
Laser GRBL est un logiciel de gravure laser gratuit qui permet de graver à partir d’images, logo et fichiers gcode.
L’utilisation de laser peut être dangereux pour les yeux, ne regardez jamais le faisceau lumineux directement ! Portez toujours des lunettes de protection !
Pensez aussi a bien évacuer les fumées, certains produits contenus dans les matériaux sont toxiques une fois brulés !
¶ Qu'est-ce que LaserGRBL ?
LaserGRBL est un logiciel gratuit qui permet de charger et d’envoyer du g-code sur toute cnc basée sur arduino. Il permet aussi avec son outil de conversion intégré d’utiliser directement des images, photos et logos.
LaserGRBL est disponible pour Windows.
¶ L'interface
¶ Menu Principal
Dans le bandeau supérieur du logiciel, on retrouve 6 onglets qui forment le menu principal :


Connecter : Permet de se connecter à la machine
Remise à zéro (Ctrl + X) : Faire un reset de la machine
Repositionner à l’origine (Homing) : Si vous avez des interrupteurs de fin de course, vous pouvez envoyer votre laser au point d’origine.
Déverrouiller : Si la machine est en mode alarm, permet de la déverrouiller.
GRBL configuration : configurer les paramètres de GRBL et envoyer vers votre machine.
Paramètres : voir section paramètres.
Matérial DB : Base donnée pour les réglages de différents laser et matériaux, vous pouvez ajouter les vôtres.
Raccourcis clavier : Liste des raccourcis clavier disponibles.
Quitter : Quitter le logiciel.

Ouvrir un fichier : Pour ouvrir les fichiers Gcode : .NC, .Gcode, ou les fichiers images : .JPG, .GIF, .PNG, .BMP.
Ajouter un fichier : Ajouter un fichier au projet en cours.
Recharger le dernier fichier : Réouvre le dernier fichier ouvert.
Sauvegarder le programme.
Sauvegarder avec les options avancées.
Envoyer vers la machine : Démarre la gravure.
Envoyer depuis la position.
Les onglets Couleurs et Langues permettent de changer la couleur et la langue de l'interface.
Les deux outils disponibles permettent :
D'installer le driver CH340.
De flasher votre carte Arduino avec différentes versions de GRBL 1.1 ou de choisir votre propre firmware custom.
¶ Gestion de la CNC
¶ Connexion
On se connecte à la machine depuis les PCs 1 et 2 de la salle du Club Micro.
Une fois l'adresse IP et le port renseignés, on se connecte en cliquant sur le bouton : 
¶ Fichier

Les fichiers pouvant être importés doivent être de l'un des formats suivants :
- .bmp
- .jpg
- .png
On peut également importer directement du G-code (.nc / .gcode).
- Progression : affiche une barre de progression lors de la gravure
- Multiples passes : indiquez le nombre de passes que doit effectuer le laser.
- Lancer la gravure : cliquez sur le triangle pour lancer la gravure.
¶ Commandes manuelles / console
Ce champ vous permet de taper vos propres commandes G-code et de les exécuter en appuyant sur entrée.
Juste en dessous s’affiche l’historique des commandes déjà entrées.
¶ JOG

Permet de déplacer votre laser manuellement dans toutes les directions.
Les 2 curseurs contrôlent la vitesse (gauche) et le nombre de pas (droite).
Le bouton home renvoi au point d’origine avec la commande « G0 X0 Y0 »
Dans « Paramètres > Contrôle du déplacement » vous pouvez activer les fonctions suivantes :
- Déplacement continu : Permet le déplacement et gardant la touche de déplacement enfoncée et de l’arrêter lors qu’on la relâche.
GRBL 1.1 ou + uniquement. - Afficher le contrôle Z haut/bas : Permet de contrôler le déplacement du laser sur l’axe Z.
- Click’n Jog : Permet de déplacer le laser en double cliquant sur un endroit spécifique de l’aperçu.
¶ Aperçu
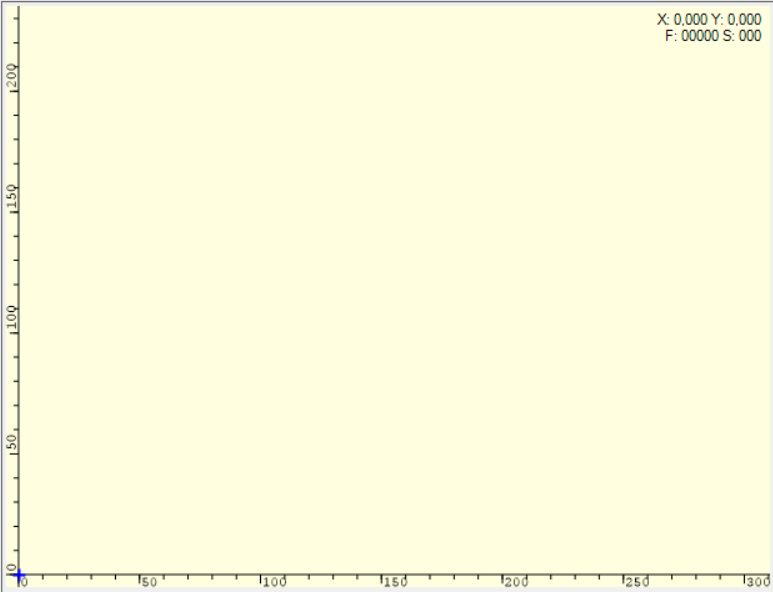
Cette zone permet d’afficher un rendu visuel de votre fichier.
Les cotés sont gradués en millimètres.
Pendant la gravure une croix bleue indique la position du laser.
Les coordonnées sur laser sont affichées en haut à droite.
¶ Boutons de raccourcis

Quelques raccourcis pratiques sont affichés sous le visualiser. Ils vous évitent de devoir taper du code.
¶ Soft-Reset (Ctrl + X)

Arrête et réinitialise Grbl en toute sécurité sans redémarrage. Cette commande peut être exécutée a tout moment.
Si les axes sont en mouvement, Grbl lancera une alarme pour indiquer que la position peut être perdue à cause de l’arrêt du mouvement. S’ils ne sont pas en mouvement, la position est conservée.
¶ Homing

Ce bouton permet de lancer un cycle de homing si votre machine est équipée d’interrupteurs de fin de course. Il utilise le code « $H ».
¶ Unlock

Ce bouton permet de désactiver le mode alarme de Grbl à l’aide du code « $X » (qui s’active en cas de problème (interrupteur de fin de course activé, abandon pendant un cycle, Grbl ne connais pas sa position…).
Si le homing est activé sur votre machine, par défaut au démarrage, Grbl se met en mode alarme tant que le homing n’a pas effectué « $H ». Si vous souhaitez déplacer vos axe malgré tout, vous pouvez utiliser le bouton unlock.
Attention, la position home de la machine n’est surement plus bonne. Déplacez vos axes doucement et réalisez un Soft-Reset ou un homing avant de lancer un programme.
¶ Home

Ce bouton remet les coordonnées de travail à 0 et indique donc le point de départ de la gravure.
¶ Resume

Relancer le programme mis en pause grâce au bouton « Feed Hold ».
¶ Feed Hold

Mettre le programme en cours en pause.
Ne fonctionne que si Grbl est en mode « IDLE », « RUN », ou « JOG ».
Attention ne désactivez pas le laser ou la broche.
¶ Center

Envoi le laser au centre du projet.
¶ Corner

Envoi le laser au dans l’angle inférieur gauche du projet.
¶ Frame

Allume le laser à faible puissance et faire le tour du projet en cours.
¶ Blink

Fait clignoter le laser.
¶ Focus

Allume le laser a faible puissance de façon a pouvoir faire le focus sur le matériau à graver.
¶ Barre inférieure

Sur la gauche sont affichés :
- Le nombre de ligne de code
- Une estimation de la durée de la gravure, basée sur vos réglages.
Sur la droite, des fonctions pour passer outre les réglages pendant la gravure (grbl 1.1 uniquement) :
- Vitesse de déplacement
- Puissance du laser
Remarque: cette fonctionnalité ne marche que si vous n’avez pas modifié la section « overrides » de votre fichier « grbl config.h ».
- Tout à droite s’affiche l’état du travail en cours.
¶ Configuration de LaserGRBL
¶ Passer en FR
Dans le menu principal cliquez sur « Language » puis French. Ça vous dit que l’application doit redémarrer, cliquez sur OK.
¶ Installer le driver CH340
S’il n’est pas déjà installé sur l’ordinateur, dans le menu principal choisissez « Outils » > « Installation driver CH340 » et cliquez sur Install.
¶ Connecter la machine
Les ordis CMSP se connecteront à la CNC en WIFI pour se faire, cliquez sur « Paramètres » > « Protocole de connexion ».
Il faut passer de USB Serial à Telnet.
Le port COM et la vitesse Baud se change en IP:Port, on entre l'IP et le port de la CNC (10.40.2.9:23).
¶ Modifier l'image
Dans la partie basse on retouve quelques icones pour modifier l’image.


Annuler toutes les modifications.

Faire pivoter l’image vers la droite ou la gauche de 90°.

Inverser l’image en mode miroir horizontal ou vertical.

Recadrer l’image manuellement ou automatiquement.

Inverser les couleurs de l’image.
Une fois les paramètres de l’image et du type de gravure réglés, cliquez sur suivant pour ouvrir une autre fenêtre de réglages.
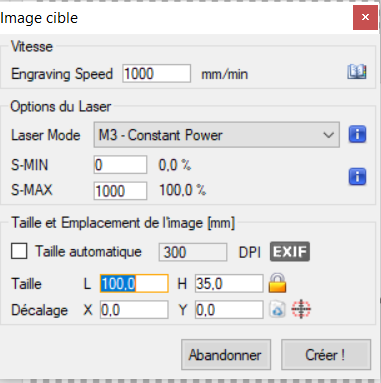
¶ Vitesse
Engraving Speed : Définir la vitesse de gravure en mm par minutes. La vitesse de gravure est limitée par les paramètres de vitesse de déplacement maximale de GRBL « $110 », « $111 » et « $112 ». Si vous entrez un chiffre supérieur, la vitesse ne dépassera pas celle indiquée dans les réglages de GRBL.
Vous pouvez sélectionner des paramètres depuis la bibliothèque.
Options du laser :
Vous pouvez sélectionner le mode du laser :
- M3 : Puissance constante, le laser ne varie pas en puissance, il n’utilise que la valeur S-MAX.
- M4 : Puissance variable, la puissance varie entre les valeurs S-MIN et S-MAX pour obtenir des variantes de gris.
Taille et emplacement de l’image:
- DPI : Entrez une valeur ou sélectionnez taille automatique pour utiliser la valeur de l’image.
- Taille : Entrez les dimensions de la gravure en millimètres.
- Décalage : Entrez les dimensions de décalage de l’image à partir du point d’origine.
Une fois configuré, cliquez sur « Créer ! ».
Vous êtes prêts a lancer la gravure.
¶ Lancer la gravure
Votre fichier s’affiche désormais dans l’aperçu, vous pouvez vérifier sa taille et les marges grâce au règles sur les cotés. Si tout vous parait bon, rendez vous dans la section « Fichier » en haut a gauche, choisissez un nombre de passe et cliquez sur le triangle pour lancer la gravure.
¶ Découper avec le laser
Pour découper avec Laser GRBL, ouvrez une image en noir et blanc de préférence, utilisez le mode Vectorisation sans remplissage. Vous obtiendrez des lignes de contour.
Suivant la puissance de votre laser, réglez la vitesse d’avance et la puissance S-MAX.
Un système Air Assist (envoi d’air sur le point de contact du laser) est recommandé pour aider à la découpe. Ainsi qu’une bonne ventilation ! Attention les fumées sont toxiques !
¶ Messages d'erreurs
¶ État
Disconnected : LaserGRBL n’est pas connecté à la machine.
Connecting : LaserGRBL attend que la machine réponde.
Idle : La machine est connectée et en attente de commandes.
Run : La machine exécute des commandes.
Hold : La machine est en pause (en général parce que le bouton hold a été préssé).
Door : La sécurité de la porte est déclenchée (pour les machine avec porte sécurisée).
Home : Procédure de homing en cours.
Alarm : La machine est dans un état d’alarme. (Voir ci-dessous)
Check : le mode Check est actif. (Permet de traiter la totalité des blocs G-code sans bouger les axes et sans activer la broche et le refroidissement. Utile pour tester son G-code avant de le lancer en production.)
Jog : La machine est en cours de déplacement.
Cooling : La machine est dans un cycle de refroidissement pendant le travail.
¶ Alarme
Lorsque la machine est en état d’alarme, un message s’affiche dans la console pour vous aider a trouver la cause.
Lorsque la machine est en état d’alarme, elle ne peut recevoir aucune commande, c’est pourquoi presque tous les boutons de LaserGRBL sont désactivés. Normalement, il est possible de sortir de l’état d’alarme en utilisant la commande « $X » ou en effectuant la procédure « $H » pour les machines équipées de fins de course. Dans les cas plus graves, cependant, il est nécessaire d’utiliser le bouton de réinitialisation.
Homing Fail : La machine est configurée pour exiger un homing avant utilisation > veuillez exécuter la procédure de homing à l’aide du bouton « $H (Homing) ». Si la prise d’origine échoue (c’est-à-dire que les interrupteurs de fin de course ne peuvent pas être détectés), l’erreur « Homing Fail » est à nouveau déclenchée. $22
Soft Limit : Soft Limits est une fonction de sécurité qui aide à empêcher votre machine de se déplacer trop loin et au-delà des limites de déplacement. $20
Hard Limit : La limite stricte fonctionne essentiellement de la même manière que les limites souples, mais avez des commutateurs physiques. $21
Travel Exceeded : Identique à la limite souple.
Autres alarmes : Certaine machines peuvent générer des alarmes spécifiques telles que l’alarme de flamme, l’alarme de choc et de mouvement, l’alarme d’exposition… Regardez dans le manuel de la machine.